
- · ZR-KX-FGR补偿导线高清照片
- · bim防水卷材
- · 宝丰汽车租赁9米6平板车箱车
- · 2025推荐——河南周口项城配电室防静电砂浆厂家
- · 甘孜SNCM220H合金钢研磨棒规格
- · 轧三崇左钢绞线建筑桥梁15.2水利钢绞线
- · 咸宁Q355B无缝方管厂家 130*310*12直角矩形管厂家现货
- · 2A12圆钢新入库2A12高强板2A12常年备货
- · 2025**广西南宁青秀ECM环氧树脂砂浆<2025+排一览>
- · 阳泉材质Q345D方管尖角方管300x150x6方矩管
- · 爱辉区工字钢 爱辉区工字型钢 爱辉区工字形钢梁 镀锌工字钢
- · 2024欢迎访问##唐山DJR-150B硅橡胶加热器价格
- · 甘泉租车拉货货运物流公司
- · 96x96直角方矩管——鞍山Q345D无缝方管产品表面描述光滑泰岳钢铁
- · 南澳县电梯 南澳县电梯别墅电梯报价 行情报价
- · 玻纤瓦东莞
- · sbs卷材防水的全称
- · 山东德州德城环氧不发火砂浆<实力兼具>
- · 晋中5046合金钢厚板供应商
- · 井研县电梯 井研县小型电梯别墅电梯小型-行业调研及未来趋势
- · 泰岳钢铁 甘孜Q345B直角方管 260*380*6矩形管长度定尺
- · 2025推荐——陕西安康岚皋路面快速修补料厂家
- · 齐河拉人客车货车4.2米板车卡车个人拉货车电话
- · 隆化县镀锌无缝管厂家 隆化县镀锌钢管 隆化县镀锌管 隆化县螺旋钢管 #2024更新中
3 3厚app防水卷材
3 3厚app防水卷材。 防水卷材性能。 固体含量。 固体含量指防水卷材中所含固体比例。由于涂料涂刷后靠其中的固体成分形成涂膜,因此固体含量多少与成膜厚度及涂膜质量密切相关。 耐热度。 耐热度指防水卷材成膜后的防水薄膜在高温下不发生软化变形。不流淌的性能,即耐高温性能。 柔性。 柔性指防水卷材成膜后的膜层在低温下保持柔韧的性能。

c,对施工操作人员进行培训,使操作工人熟练掌握施工操作要点。 施工管理措施。 a,认真挑选 队伍。选择技术力量雄厚,参与过大量 工程施工经历的 队伍负责TPO防水卷材的施工,保证 队伍的质量。 b,施工前对工人进行考核,合格后持证上岗。 c,严格工序交接制度,并明确下道工序对上道工序成品的保护责任。
防水卷材902114013
3 3厚app防水卷材2gt,卷材的放置。 卷材在铺贴之前,需在合格基层上将卷材从紧卷状态下展开,使其从拉伸状态自由收缩,卷材在生产卷曲过程中产生的应力,避免以后卷材收缩造成 后果。 3gt,卷材防水层满粘法。 I铺设水平防水层。 将卷材展开并定位:把卷材折回一半,使卷材底面有一半暴露,折回的卷材应平滑,无皱折。
它反应防水卷材在低温下的施工和使用性能。 不透水性。 不透水性指防水卷材一定水压(静水压或动水压)和一定时间内不出现渗漏的性能。它是防水卷材满足防水功能要求的主要质量指标。 延伸性。 延伸性质防水涂膜适应基层变形的能力。防水卷材成膜后必须具有一定的延伸性,以适应由于温差,干湿等因素造成的基层变形,保证防水效果。
那么,作为防水材料自粘卷材这么多优点,在施工中又需要满足哪些要求呢?山东跃旭建材小编为大家介绍一下自粘防水卷材的应用要求。 耐久年限长。 室内卫浴间,厨房等防水部位的湿度大,管道多,渗漏危害大,返工代价高,应 具有 防漏,防渗,防潮效果的自粘防水卷材,否则造成的损失是不可估量的。对于防水材料好坏的评价,一般有几个条件。 一是材料的物理性能好,诸如抗拉强度,断裂延伸率,耐高温低耐温柔性,不透水性和耐老化性等指标均较好,施工操作方便等优点,比同类型的材料为优。 二是对建筑的某一部位防水适应性好。比如卷材铺贴大面积屋面很好,用在厕浴间和墙面防水,就显得无能为力,使用涂料便得心应手。
由于人工涂基层胶的均匀程度不好控制,涂刷时有薄有厚,导致在相同晾置时间下,胶膜后胶中的溶剂挥发不尽,使溶剂在卷材贴合后挥发,从而产生气泡,形成空鼓,或在卷材接缝处重复涂胶也会产生气泡。而在高温条件下尤其严重,鼓泡由小到大,逐渐发展,甚至还可能出现片连。 涂基层防治措施。 铺贴防水卷材时应将胶粘度制均匀,并保证人工涂刷均匀,且基层胶和搭接胶涂刷完成后,应经晾干再开始进行粘贴。
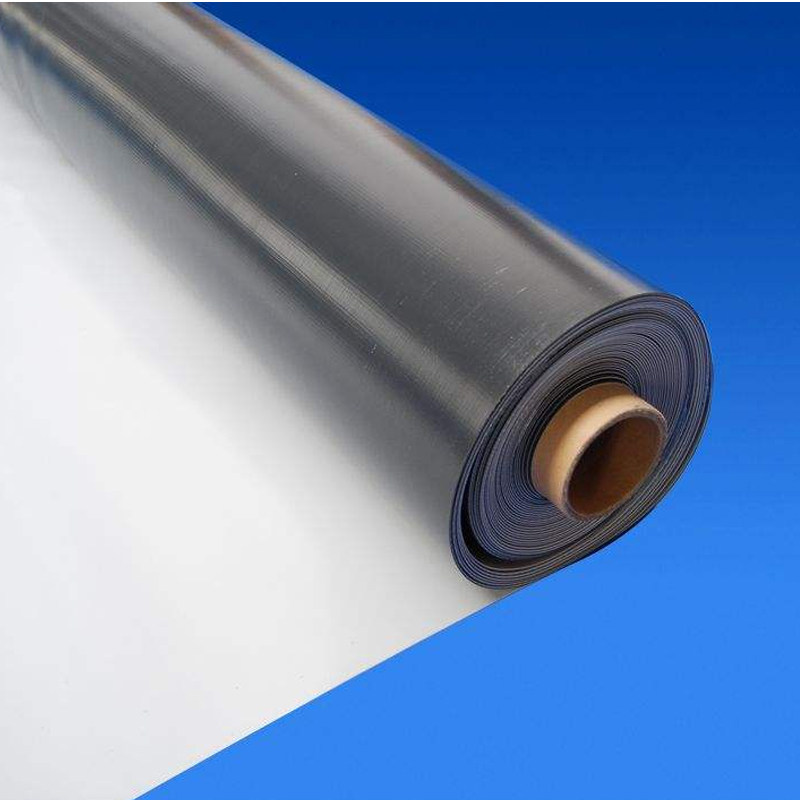
自粘橡胶沥青防水卷材是以高分子树脂, 沥青为基料,以聚乙烯膜,铝箔为表面材料,采用离粘隔离层的自粘防水卷材。产品具有极强的粘结性能和自愈性,适应高低温环境下施工。分为有胎自粘和无胎自粘两种。有胎自粘上,下自粘胶中间夹胎基组成,上覆面为乙烯膜,下覆面为可剥起的硅油膜。无胎自粘由自粘胶,上乙烯膜和下硅油膜组合而成。以检查当时气候条件下焊接工具和焊接参数及工人操作水平,确保焊接质量,接缝焊接分为预先焊接和后焊接,预先焊接是将搭接卷材掀起,焊嘴伸入焊接搭接部分后半部分,用焊 一边加热卷材,一边立即用手持压辊充分压在结合面上使之压实,待后半部分焊接好后,再焊接前半部分。
.